设置打印参数
在设置打印参数之前,您需要先添加打印机,如果您还没有添加打印机,点击主窗口底部的配置管理栏的添加按钮 ,或从主窗口上方的配置菜单添加。
选择打印机品牌展开可用打印机,然后选择要添加的机器型号、应用、材料以及层厚,点击应用按钮即可应用设定配置。 除了软件内置的机器,您还能添加自定义机器。
选择好应用之后,可以勾选左下角的启用自动处理流程选项,为您所选的应用设置自动化处理的流程。
您可以为机器配置打印参数。一台机器可以有多个配置文件,您可以点击“高级设置”按钮打开配置文件面板并管理您的配置文件。

材料
在这里您可以配置树脂的基本信息,包括树脂的颜色、密度、单价等。CHITUBOX 将使用这些信息来计算树脂的使用量和成本。
打印
并非所有打印机都支持静止时间等待模式。在这里查看 📃完整的兼容性列表。
TSMC(二段运动控制)
你可能已经注意到打印设置中有两组抬升和回缩参数,这里是设置 TSMC 的地方。
你可能会想 TSMC 是什么,为什么需要它。让我来解释一下。
当打印平台开始抬升时,模型会被打印平台拉起。这就是所谓的 “吸附效应”。当与打印平台的接触面积较大且打印平台迅速拉开时,吸附效应更为明显。吸附效应会导致模型变形,甚至导致模型从打印平台上掉下来。因此,一开始时您必须保持较慢速度。但是一旦模型离开了 FEP 薄膜,吸附效应就会消失。此时,您可以加快抬升速度以提高打印效率。类似原理也适用于回程阶段。
您可以调整以下参数以熟悉 TSMC。
GCode
如果您不知道自己在做什么,请不要在这里编辑任何内容。
仅 .zip 和其派生格式(例如 .cws)支持 Gcode 编辑。
切片
图像灰度
类似于灯光 PWM,范围从 0 到 255,但是图像灰度不是控制 UV 光源的功率,而是控制 LCD 屏幕的透光率。值越大,透光率越高。
抗锯齿
灰度范围
可用于抗锯齿的灰度范围。可通过拖动滑杆、点击灰度条上方数字、或直接在左右输入框中输入数字来调节灰度范围。
默认灰度范围为0 ~ 255。0 代表黑色,255 代表白色。
边缘模糊
对图像边缘进行模糊处理以实现更好的表面光滑效果。
- 模糊像素(px): 可用值:
2 ~ 8。决定图像边缘过渡的像素数,您选择的级别越高,边缘就越柔和。类似于 Photoshop 中的羽化功能。
表面效果
- 表面磨砂:实现模型表面磨砂效果。 磨砂等级:低、中、高 三种可选。
缩放补偿
对模型在 X,Y,Z 轴方向上按照一定比例进行缩放补偿。百分比是与原始模型相比的大小,默认值为 100%。
百分比数值越大,模型实体越大。
百分比数值越小,模型实体越小。
公差补偿
底层
底层的内外直径补偿。
当 a 值较大时,内直径较短,模型体积较大。
当 a 值较小时,内直径较长,模型体积较小。
当 b 值较大时,外直径较长,模型体积较大。
当 b 值较小时,外直径较短,模型体积较小。
常规层
常规层的内外直径补偿。
当 a 值较大时,内直径较短,模型体积较大。
当 a 值较小时,内直径较长,模型体积较小。
当 b 值较大时,外直径较长,模型体积较大。
当 b 值较小时,外直径较短,模型体积较小。
蒙版
蒙版是为了解决一个常见的光源问题而设计的:光源在屏幕上不同位置的光强不均匀,这通常是由于使用了不合适的光源所致,蒙版的目的是通过调节屏幕不同区域的透光率从而提供一层修正层,使得原本不均匀的光源变得均匀。
蒙版文件: 你可以通过点击 选择 按钮来选择现有的文件,或者点击 生成蒙版 以使用 CHITUBOX 内置的 蒙版生成器 来生成一张蒙版图片。
过渡像素(px):点击 此处 了解过渡像素。
蒙版生成器
中心辐射
中心辐射 生成类似涟漪的图案,圈数由等分数量设置。圆圈半径呈等分数列递增,递增量由等分半径设置。
灰度参数 的范围为 0 (黑) 到 255 (白)。

举个例子,如果 等分数量 设为 5,等分半径设为 3 毫米,则涟漪图案的半径为
下图为不同等分半径的对比图:
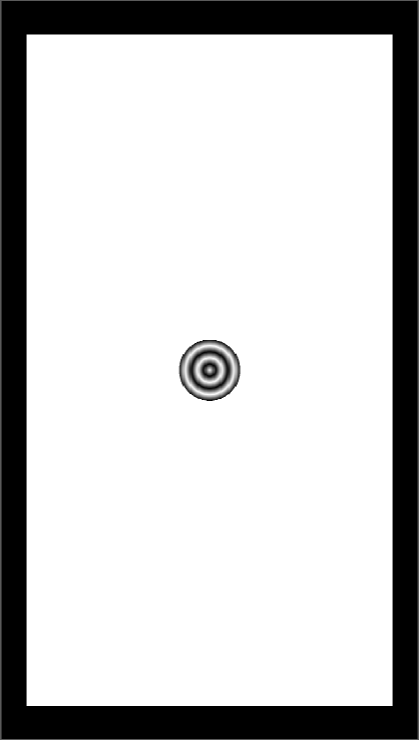 等分数量设为 5, | 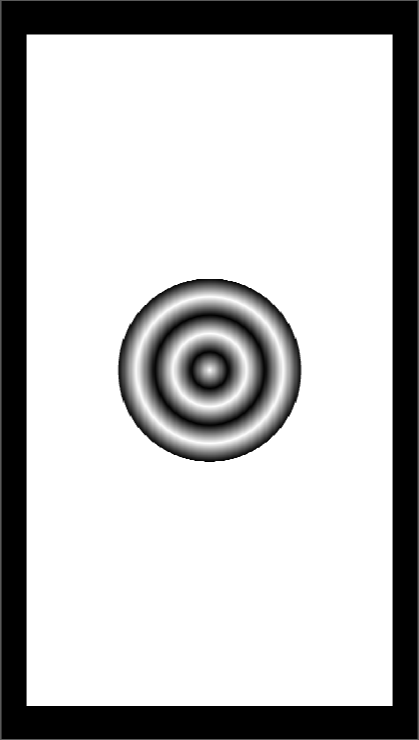 等分数量设为 5, |
|---|
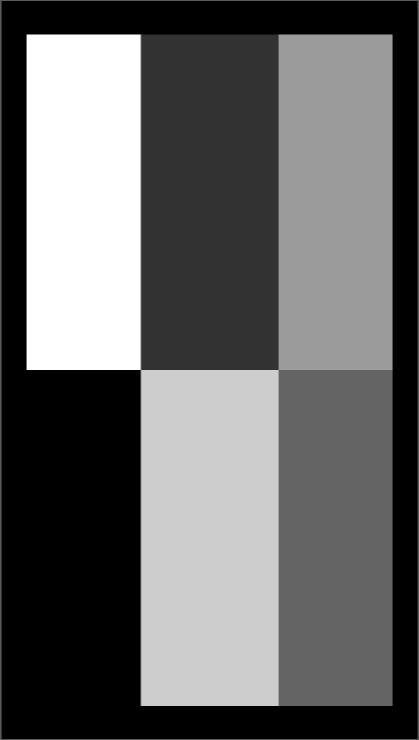
矩阵模式
矩阵模式 生成一个矩阵形状的图。行和列分别由 m 和 n 分别设置。
灰度参数 的范围为 0 (黑) 到 255 (白)。
举个例子,下图为一个由不同灰度组成的 2 × 3 矩阵。

过渡像素 (px)
过渡像素 的原理是在 X 轴方向上对指定数量像素的灰度取平均值并应用到对应的像素上。
举个例子:
假设打印平台的尺寸是 80mm × 120mm,屏幕的分辨率为 800px × 1200px。
下图为蒙版图,分辨率也是 800px × 1200px。其中所有的小方块的分辨率均为 50px × 50px。
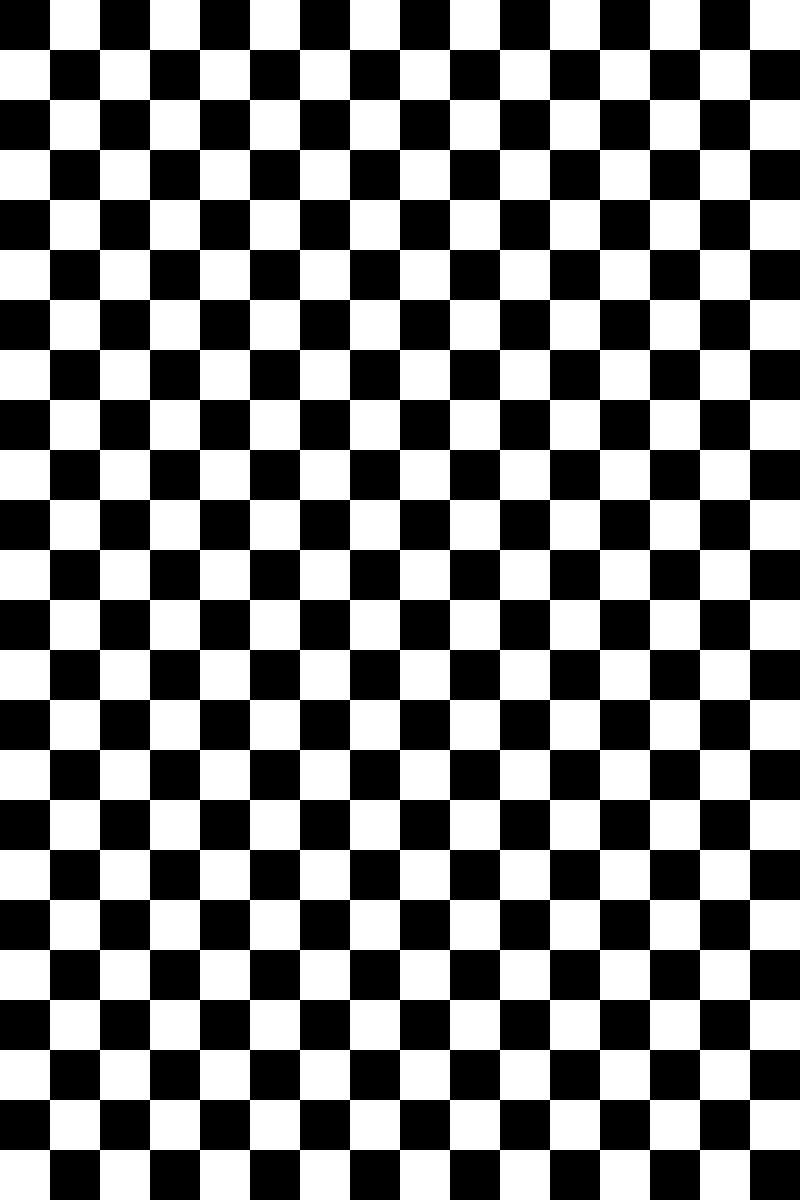
如果将 过渡像素 设为 51px, 则处理后的图片将如下图所示:
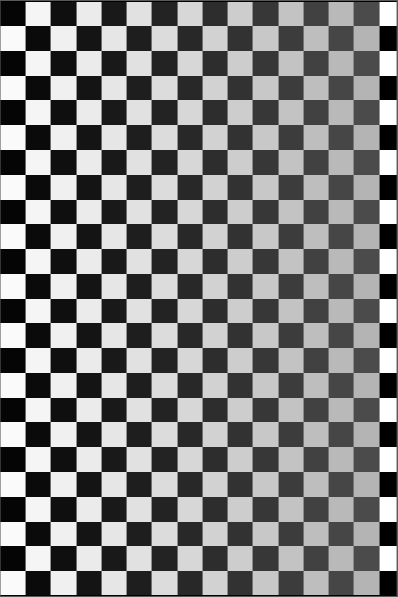
灰度从左到右逐渐变灰,这是因为原图上的每 51 个像素灰度被平均了。
考虑第一行的情况。第一组 51 像素的灰度是 50 个黑像素和 1 个白像素的平均值,因此结果会比黑色略浅一点点,虽然这个改变几乎肉眼不可见。第二组 51 像素的灰度是 49 个白像素和 2 个黑像素的平均值,因此结果会比白色略暗一点点。第三组 51 像素的灰度是 48 个黑像素和 3 个白像素的平均值,依此类推,直到剩下的余数 35 个白像素。
,余数 35
这个部分则由它们自己取平均值,因此灰度没有变化。
自动处理流程
为当前所选应用设置自动化处理流程。
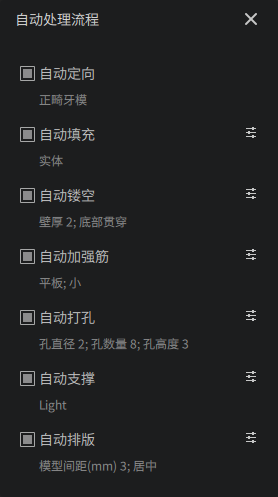
目前仅对部分应用生效,分别为正畸牙模、修复牙模、种植手术导板、颌垫夜磨牙垫、临时牙冠。
点击 “设置>>” 打开自动处理流程设置窗口,并根据需要选择要自动化的步骤以及相应的参数。
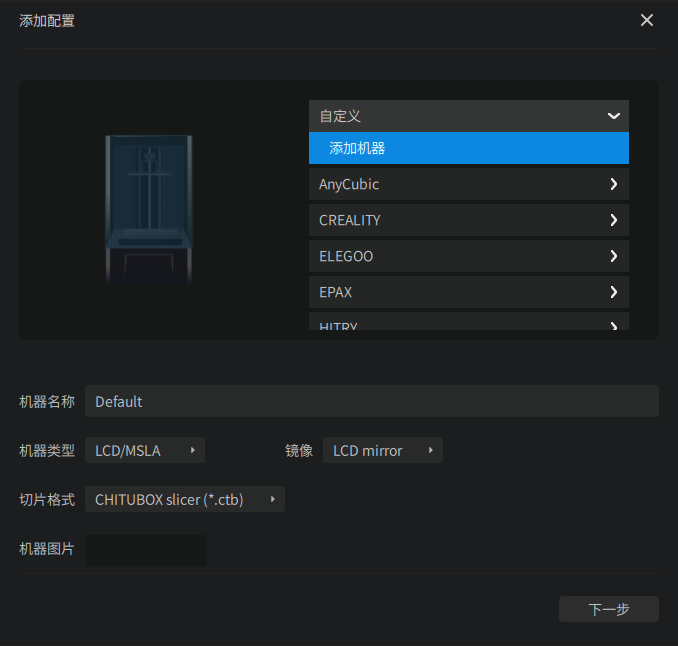
自定义机器
展开自定义机器列表,点击添加机器, 然后您可以配置机器的基本信息,包括机器的名称、机器分辨率、尺寸等。
如果已经添加了一台自定义打印机,可以点击 按钮进入机器配置界面对机器参数进行修改。
机器名称
机器的名称。默认为 default。
机器类型
机器的类型。可选项有:LCD/MSIA, DLP。
镜像
曝光图像镜像模式。
切片格式
设置打印机支持的切片格式。
机器图片
您可自定义当前设备的显示图片,可选。如果没上传图片,则自动按照默认图片显示。支持的图片格式有:.png、.jpg、.svg。
分辨率和尺寸
打印屏幕的分辨率和尺寸。
锁定比例: 锁定尺寸和分辨率或 XY 的比例。
如果不锁定尺寸与分辨率的比例(分辨率保持不变),屏幕尺寸越小,则实际打印尺寸越大,反之亦然。
分辨率必须与打印机的实际分辨率匹配,否则打印机可能会报错。
构建偏移区域
构建区域的偏移量。通过启用此选项,您可以调整到打印屏幕边缘的偏移量。偏移区域将不会被打印。如果您的屏幕边缘有坏点,可以设置偏移以避开坏点。
点击“下一步”即可打开配置面板和管理您的配置文件。